Change Torch Read On Plasma Gutter

Facevalue Farm Mechanic Dies After Plasma Torch Explosion 2019 08 25 Safety Health Magazine

Pin On Plasma Cutting Torch Hacks

Fixing Common Gutter Blunders In 2020 Gutters Outdoor Projects Outdoor

Pin On Metal Art Work

Diagram Showing The Different Parts Of A Gutter System Including Gutter Downspouts End Caps Elbows Hidden Hangers Miter Downspout Gutter Seamless Gutters

Langmuir Systems Posts Facebook
One of the features of our everlast tig welders is that our torch power connections interchange with name brands and almost any torch can be fitted to our welders.
Change torch read on plasma gutter.

Pt 31 Lg 40 Diy Homemade Plasma Torch Guide I Couldn T Really Find A Cheap Guide For My Pt 31 Lg 40 Plasma Torch So Plasma Torch Best Plasma Cutter Torch

Plasma Cutting 101 Introduction To Plasma Cutting Youtube

Direct Gutter Inc Va

Home Page Gutters Gutter Colors Downspout
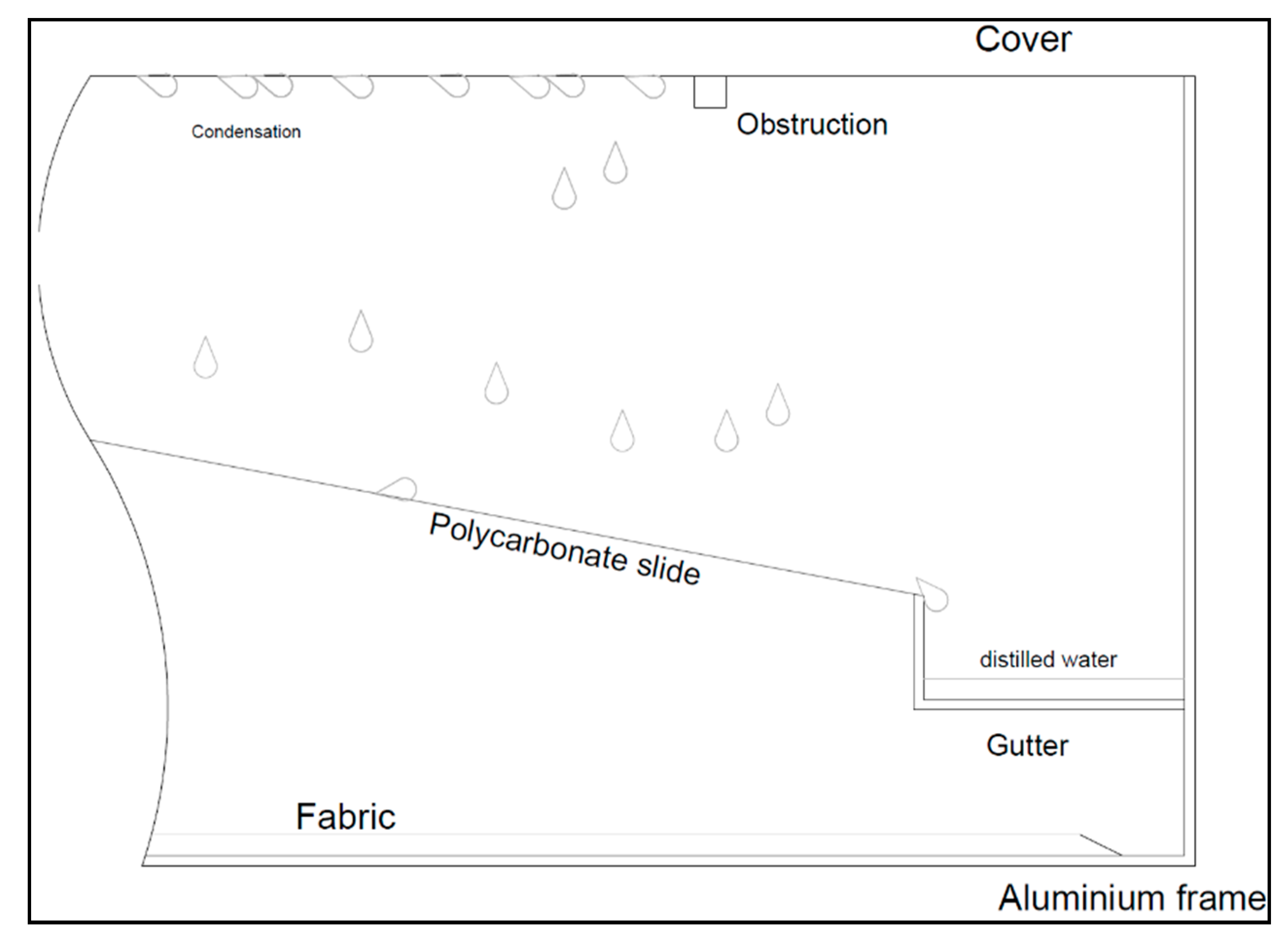
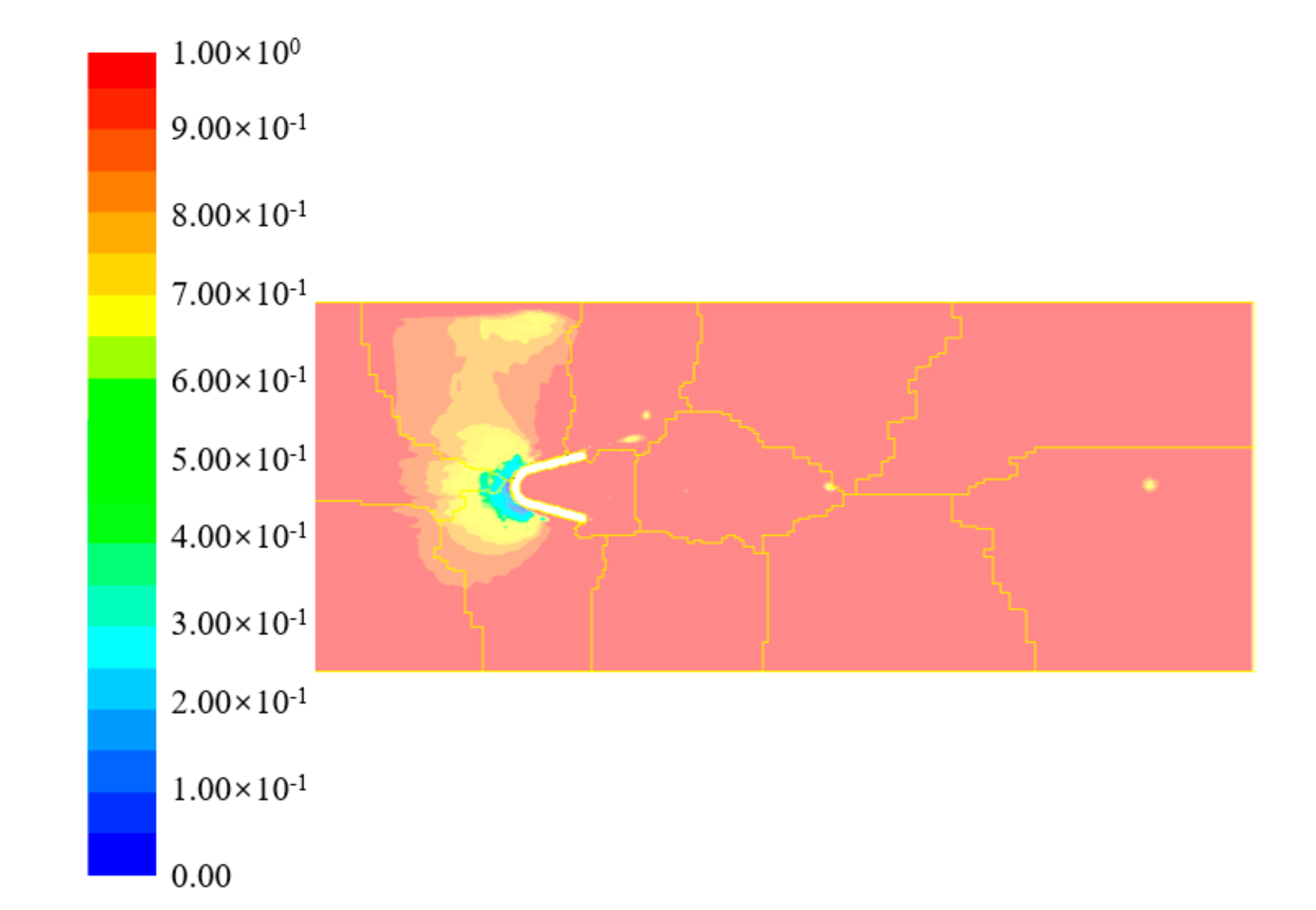
Water Free Full Text A Zero Liquid Discharge Model For A Transient Solar Powered Desalination System For Greenhouse Html

Lotos 50 Amp Non Touch Pilot Arc Plasma Cutter 200 Amp Tig Stick Welder 3 In 1 Combo Welding Machine Dual Voltage 110v 220v Ltpdc2000d The Home Depot

Cnc Plasma Cutter Herocut Hc6000 220v 60amps Non Hf Blowback Pilot Arc Non Touch Arc Starting Inverter 50 60hz Clean Cut 3 4 Easy Work With Cnc Table Hc6000 220v Amazon Ca Tools Home Improvement
Ngkr3cdpk6q4em
Plasma Cutting Systems Starting Problems

How Does Channel Drainage Work Drainage Superstore Blog

High Pressure Washer Gutter Rod Cleaner Attachment For Lance Wand 1 4 Inch Ebay
Https Www Aisc Org Globalassets Nsba Aashto Nsba Collab Docs Nsbagrsb 1 Pdf

Imgur Diy Outdoor Picnic Table Outdoor Living

Forney 7 13 In L X 2 In W Plasma Cutter Shield Cup 1 Pc Ace Hardware
Http Www Thederrick Com App Archives 2017 D April Dk 204 14 17 Pdf
Https Pcpatriot Com Wp Content Uploads 2020 05 May 22 2020 Pdf
Http Www Michigan Gov Documents Dtmb 190000001000 682607 7 Pdf

Forney Easy Weld 20 Amps 120 Volt Plasma Cutter 21 13 Lb Green Ace Hardware
1

New Work How Will We Be Able To Work In The Future Stylepark
Https Davisclipper Com Clients Davisclipper June1220 Pdf
Https Www Maconhomepress Com Editions 548 View

Wolf Garten Multi Change Gcm Gutter Cleaner Fr Jones And Son Ltd Warehouse Operating As Normal
Https Www Maderahospital Org Documents Charge Master 06 2019 Mch Chargemaster Pdf
Source : pinterest.com
